 歡迎進入東莞市馬赫機械設備有限公司 官方網站!
歡迎進入東莞市馬赫機械設備有限公司 官方網站!
東莞市馬赫機械設備有限公司
10年誠信通,服務多家上市公司,一站式鈑金模具方案
貼心服務熱線:
18665085700東莞市馬赫機械設備有限公司
10年誠信通,服務多家上市公司,一站式鈑金模具方案
貼心服務熱線:
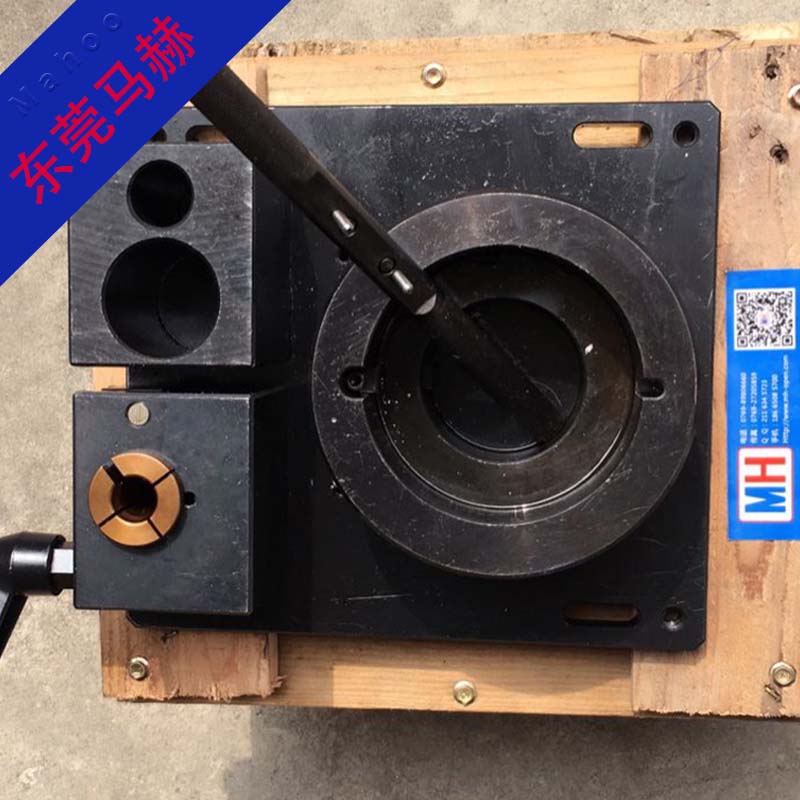
18665085700旋轉模具錯位后的調校
(1) 將機床X、Y、T、C軸先返回參考點。
(2) 將錯位的旋轉模位旋轉到換模位置。
(3) 松開下旋轉模位上帶有脹圈的同步齒輪上的內六角螺釘,保證芯棒插入后其軸能轉動而同步齒輪不應轉動。
(4) 將芯棒插入上、下旋轉模位內,再次旋轉芯棒保證能夠轉動自如。
(5) 旋轉T軸將調整后的旋轉模位轉到打擊頭下,并保證轉盤定位銷插入定位錐套后,C銷也能插入支承座槽內。(注意:在旋轉T軸時防止下齒輪上的內六角螺釘和T軸傳動小齒輪相撞)
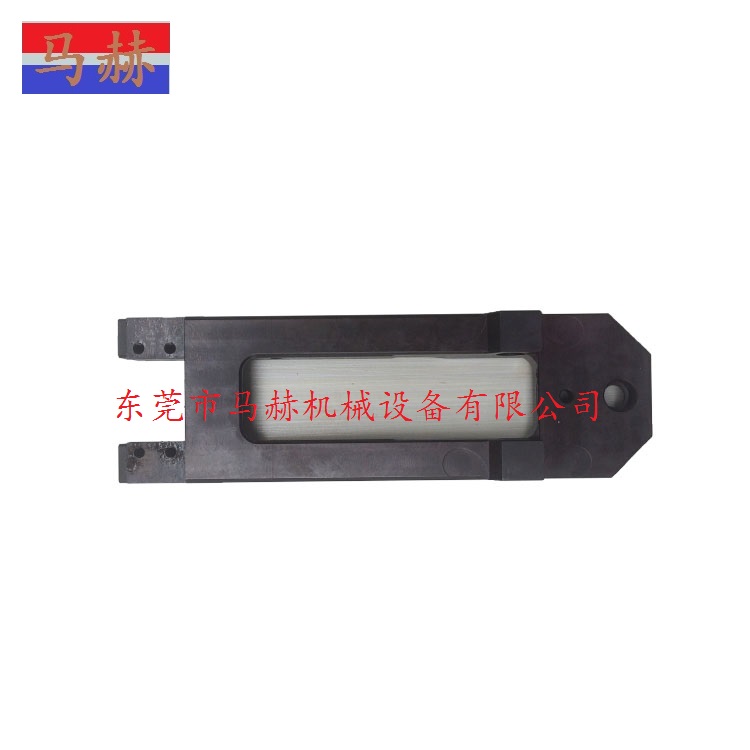
(6) 將條尺插入芯棒槽內,百分表吸在夾鉗上,表頭頂在條尺上,移動Y軸,使條尺在全長位置誤差值在0.015以下。
(7) 緊定上、下旋轉模同步輪上的內六角螺釘。
(8) 再次移動Y軸看百分表值在條尺上有無變化,確認在0.015以下即可。
(9) 取出條尺,旋轉T軸取出芯棒。
2.旋轉模同步齒形帶的漲緊

機床旋轉模傳動分為二級傳動,第一級為伺服電機傳動給減速箱;第二級由減速箱到模座。第一級的漲緊直接可通過漲緊座調整進行,漲緊過程中,保證同一模位的上、下同步齒形帶受力一致,松緊適度,否則會影響加工精度。




 掃一掃,微信
掃一掃,微信


