數(shù)控轉(zhuǎn)塔沖床在使用過程中會產(chǎn)生帶料現(xiàn)象(工件板料卡在上下轉(zhuǎn)塔之間),嚴(yán)重時會發(fā)生夾鉗拉脫板料或夾鉗送進板料使其弓曲變形、撞壞護罩等機構(gòu)的故障。帶料產(chǎn)生的較嚴(yán)重的使用故障,使得工件板材報廢、機床局部損壞。因此對帶料問題的系統(tǒng)研究,并制定一系列的預(yù)防措施是每一個數(shù)控轉(zhuǎn)塔沖床生產(chǎn)廠商都會十分重視的系統(tǒng)工程。
從機械和電氣控制這兩方面都存在產(chǎn)生帶料問題的原因。
電氣控制中沖頭沖壓模具的運動控制與送料的運動控制如果不協(xié)調(diào)會產(chǎn)生帶料,即沖頭還未使上模從板料中完全脫開時送料機構(gòu)就開始動作,從而產(chǎn)生了帶料。
電氣控制的問題較易發(fā)現(xiàn)和克服,因為控制程序如有問題,機床只要工作就會產(chǎn)生帶料,具有重復(fù)性和規(guī)律性。需要適當(dāng)調(diào)整機床內(nèi)部的控制參數(shù)即可解決。

圖1 沒有帶料的正常工作
防止帶料的控制參數(shù)的調(diào)整重點在于:確保上模沖壓時工件板料應(yīng)處于相對靜止的“零速公差”范圍內(nèi);直至完成沖孔后上模總成向上完全復(fù)位,下一位置的送料動作才可進行(圖1),要避免上模沖孔后還未完全復(fù)位、送料系統(tǒng)超前送料產(chǎn)生的帶料故障(圖2)。
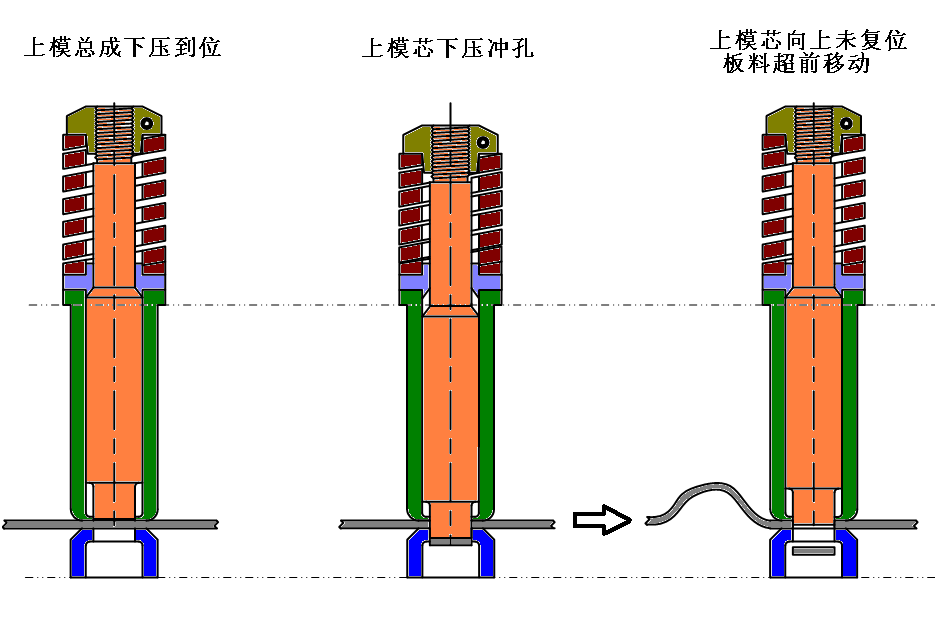
圖2 板料超前移動產(chǎn)生的帶料
機械方面產(chǎn)生帶料的原因較多,可分成兩類:
一.是上模與其壓料套間的壓簧退料力不夠,使上模不能及時從板料中脫開復(fù)位。該原因引起的帶料也具有重復(fù)性和規(guī)律性。這類問題需采用質(zhì)量較好的彈簧來解決,這里的彈簧需要材質(zhì)好、剛度適中、能達到較高的使用壽命。
二.是廢料反彈產(chǎn)生的帶料:即機床沖孔時本應(yīng)落下去的廢料緊貼上模反彈上來,一半卡在板料里、一半卡在下模或上模的壓料套里產(chǎn)生的帶料。該原因引起的帶料無明顯規(guī)律,容易產(chǎn)生種種誤解、誤論。
反彈上來的廢料,即使落下墊在下模口邊也是十分有害的。這會使下一次沖孔時沖裁到雙層板料(導(dǎo)致模具刃口迅速塌角),或者雖沒沖到廢料也可能將上面的工件板料墊壓變形。卡住的廢料(可能卡在下模、也可能卡在上模)像銷子一樣的卡在板料和模具之間(圖3、圖4)會引起夾鉗脫料或撞料的帶料事故。
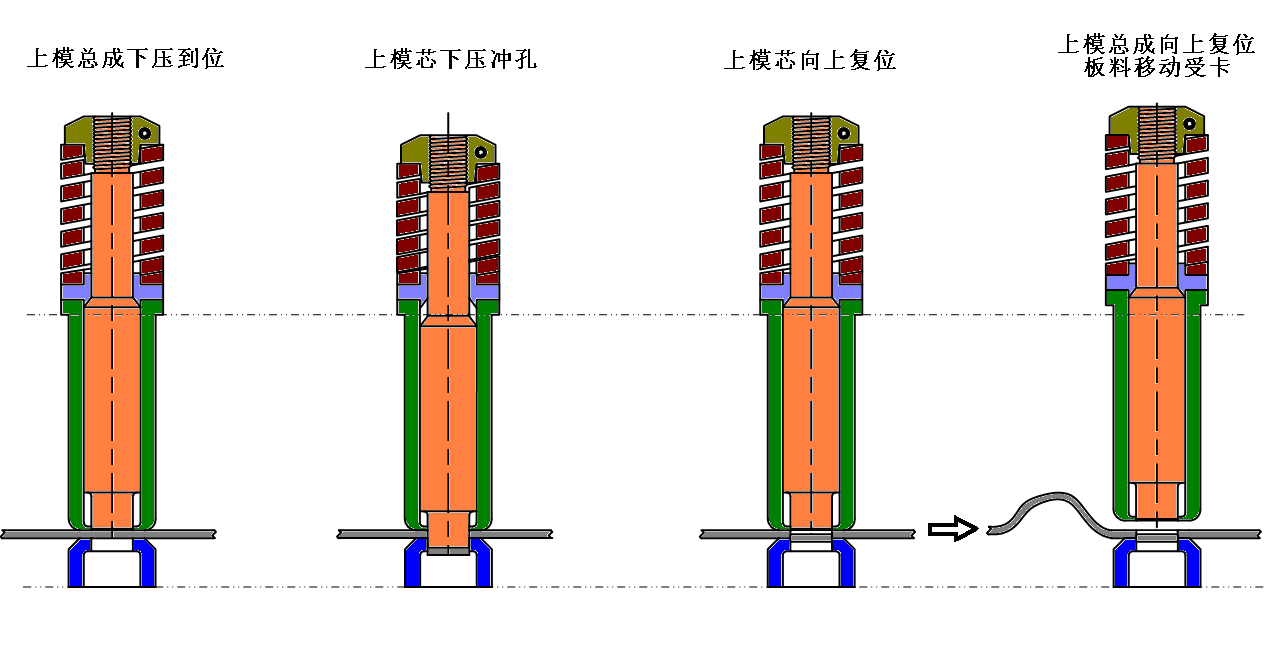
圖3 廢料反彈卡在下模和板料內(nèi)產(chǎn)生的帶料
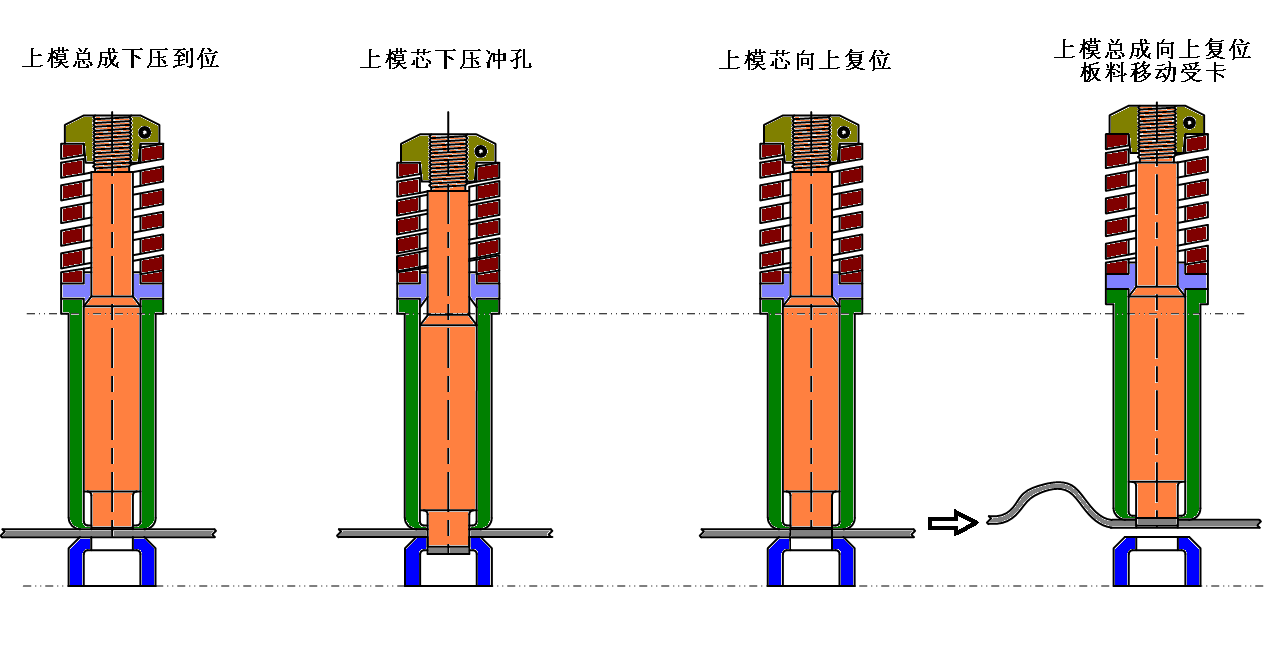
圖4 廢料反彈卡在上模和板料內(nèi)產(chǎn)生的帶料
在實際研究過程中,解決廢料反彈的問題就是一項系統(tǒng)工程,甚至涉及到要求用戶使用模具后的及時刃磨與消磁。
機床沖孔過程中上模沖切結(jié)束后,廢料不下落反而緊貼上模上彈是受到向上力的作用產(chǎn)生的。經(jīng)研究有五個因素產(chǎn)生了使廢料向上的作用力。
1.上模緊貼廢料上行時的真空吸力。該吸力與沖壓時的上模芯下表面與工件板料之間的接觸面積和貼緊程度密切相關(guān)。
當(dāng)模口鈍化、上下模間隙不合理、上下模位同軸度偏差較大、板料表面有油等情況時,都會加大這一吸力。
然而這一吸力也是有限度的,最多就是一個負的大氣壓在上模整個沖裁面積上產(chǎn)生的力。
2.下模內(nèi)積壓的廢料與新廢料間的空氣被壓縮后產(chǎn)生的正壓力。該壓力有可能瞬間超過兩個大氣壓。
3.機床震動產(chǎn)生的向上推力。震動時由下模口內(nèi)的靜摩擦帶動廢料有一半的概率向上,與其他向上力組合后靜摩擦轉(zhuǎn)為動摩擦,從而促使了廢料的反彈,該反彈也無規(guī)律。
4.磁吸力的作用。上模刃磨后有可能帶有磁性,或者有些板料本身帶有弱磁性,使得上模工作時對廢料產(chǎn)生了磁吸力。
5.模具材料與板料的親和力。實踐證明Cr含量高的模具鋼在沖壓不銹鋼等高Cr鋼板時,局部的高溫、高壓可產(chǎn)生較大的材質(zhì)分子親和力。所以當(dāng)板料為不銹鋼時,這一問題不容忽視。
根據(jù)上述力學(xué)分析,盡管五種力源有時是部分存在,有時會全部存在,但它們有主有次、有大有小,影響力各不相同,在深入研究后還是有一系列的防范措施可用于抑制廢料反彈。
下列5點在模具設(shè)計和使用中必需全面注意:
- 上模下表面中能打聚氨酯卸料器孔的,盡量打孔裝上聚氨酯卸料器(圖5),可以有效減少上模下表面與廢料之間的真空吸力;
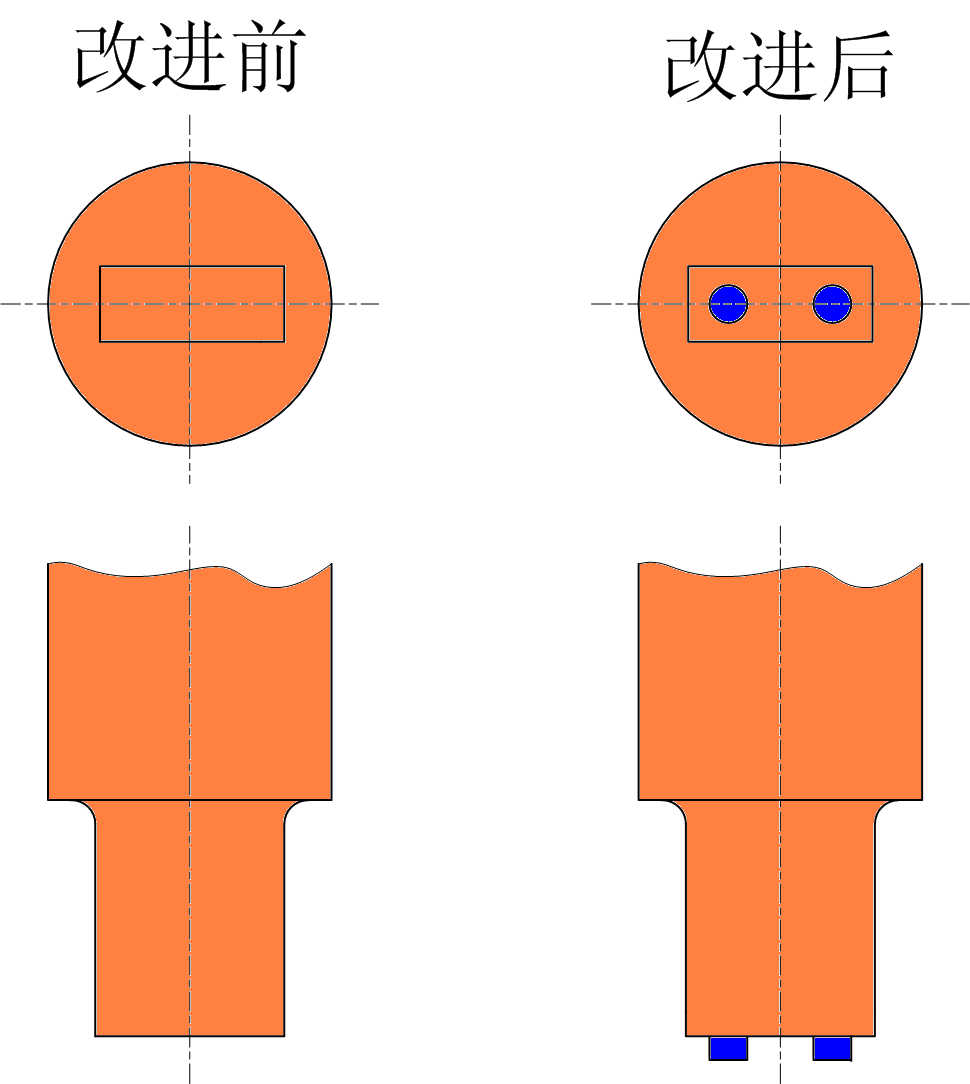
圖5 上模加聚氨酯退料器
- 細長形切邊模或腰形模不能打聚氨酯卸料器孔的,應(yīng)將上模設(shè)計成對中2度的斜刃口行狀(圖6),可以利用廢料在下模內(nèi)的彈性恢復(fù)力阻止廢料上行反彈;
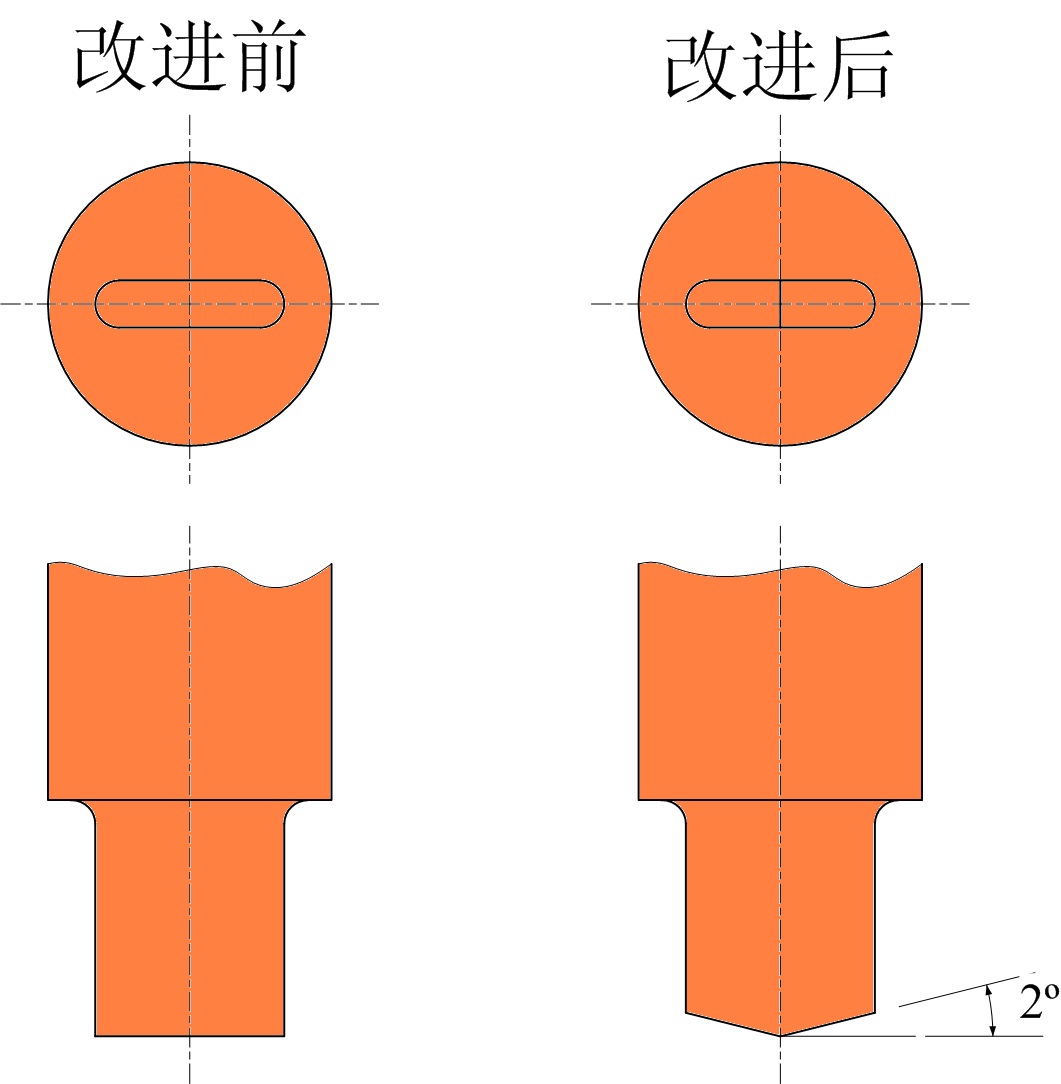
圖6 上模磨對稱斜刃口
- 下模口4mm以下預(yù)打有單邊0.75mm深的透氣槽(圖7),
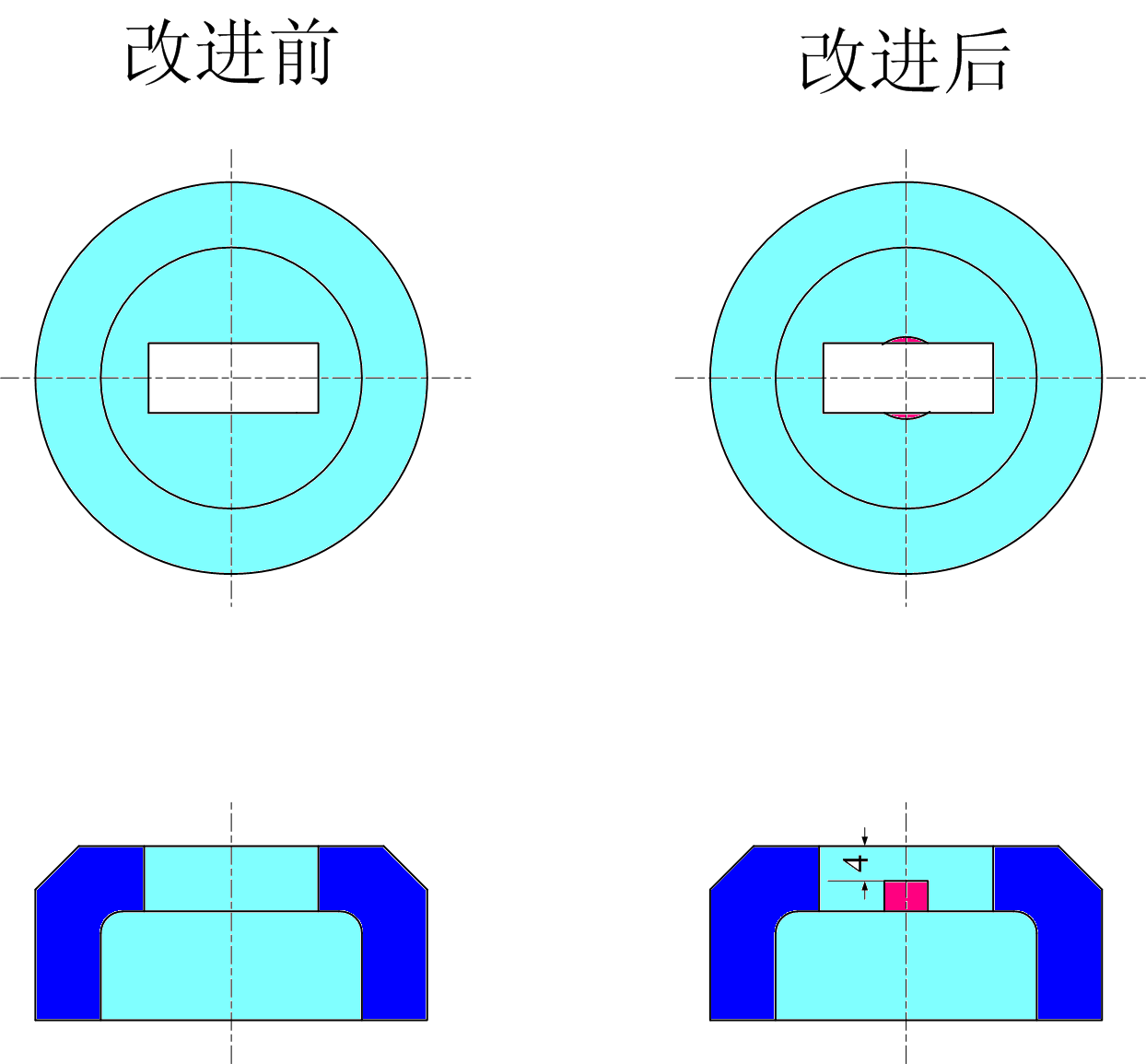
圖7 下模口內(nèi)加透氣淺槽
使用時對應(yīng)于板料厚度,再定以適當(dāng)?shù)娜肽I疃龋_孔下死點深度),讓積壓在下模內(nèi)的廢料與新壓下的廢料間的空氣得以釋放;
- 沖裁不銹鋼的模具材料選用低Cr的模具鋼(如LD),或者選購帶防粘連涂層的高級模具,既可以提高模具使用壽命,又可以防止廢料粘連反彈;
- 說明書中要求用戶適時對模具刃磨,不要讓模口太鈍,并且刃磨后要消磁處理。
經(jīng)過這一系列的措施后,可省去追求更高的模位同軸精度和下模口粗糙度、省去采用昂貴的真空吸廢裝置,也使用戶省去采購昂貴的專用防廢料反彈模具和省去真空吸廢裝置的維護成本,同樣也能達到防止廢料反彈的目的。
亞威的數(shù)控轉(zhuǎn)塔沖床在預(yù)防帶料故障方面還具有上模未及時復(fù)位報警、夾鉗拉脫板料報警、板料弓曲變形報警等專利結(jié)構(gòu)保護裝置:即使模具本身問題產(chǎn)生帶料時,如果上模受卡未及時復(fù)位,機床會實時探測到訊號并停機、報警;如果板料受卡,送料夾鉗后拉脫離板料時,機床會實時探測到訊號并停機、報警;如果板料受卡,送料夾鉗前推板料造成弓曲變形時,機床也會實時探測到訊號并停機、報警;不會產(chǎn)生進一步的撞擊事故,用戶可以放心使用。我公司沖床超強的防帶料性能已深受用戶的廣泛認可。
本文轉(zhuǎn)載于: 江蘇亞威機床股份有限公司沖床技術(shù)部 肖軍 僅供學(xué)習(xí)指導(dǎo)用。
 歡迎進入東莞市馬赫機械設(shè)備有限公司 官方網(wǎng)站!
歡迎進入東莞市馬赫機械設(shè)備有限公司 官方網(wǎng)站!





 掃一掃,微信
掃一掃,微信


