數控轉塔沖床加工過程中工件變形的問題解決方案(二)
上期東莞馬赫講解了:數控轉塔沖床加工過程中工件變形的問題解決方案。本期繼續針對數控沖床加工過程中的問題提供部分解決方案,以便大家更好的運用數控沖床。
那些方法可以有效的解決數控沖床加工過程中變形的問題? 本期介紹另外二種有效方法,供大家參考。
一: 合并沖裁次數、調整沖裁順序
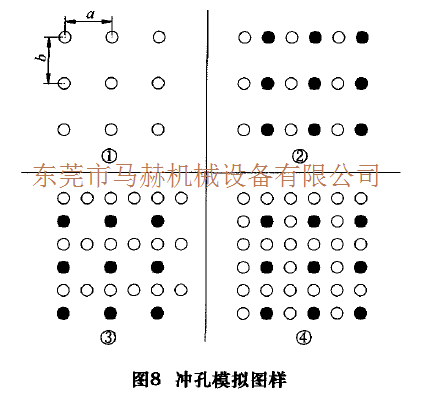
毛坯板上的沖擊次數太多也是工件變形的重要原因。以工件2中間的散熱孔為例,孔分布得非常稠密。常用的加工順序是按排列順序依次加工,在170 mmx170 mm區域內,200多個孔要沖擊200多下,而且孔間距太小,沖裁過程中的應力釋放導致板材的加工變形量是很大的。下面2種手段可以減輕變形。
(1)應用多孔模
這種模具一個模具上裝備多個相同的子模具。工作時一次沖裁沖出好多個孔,這樣可以減少沖裁次數,減少沖裁過程中應力釋放量,工件變形量也就相應減小,工作效率也有很大的提高。也不是所有形狀的網狀孔都可以采用這種模具加工。限于模具結構形式,孔之間的距離(0尺寸,6尺寸)不得小于3.2 mm或大于板厚的兩倍。
(2)間隔沖裁
在編程時不要按1,2,3,4,5,6,7,8,?的順序編程加工,間隔編程1,3,5,7,?,然后再2,4,6,8?直至所有孔加工完畢。圖8是加工過程模擬演示。
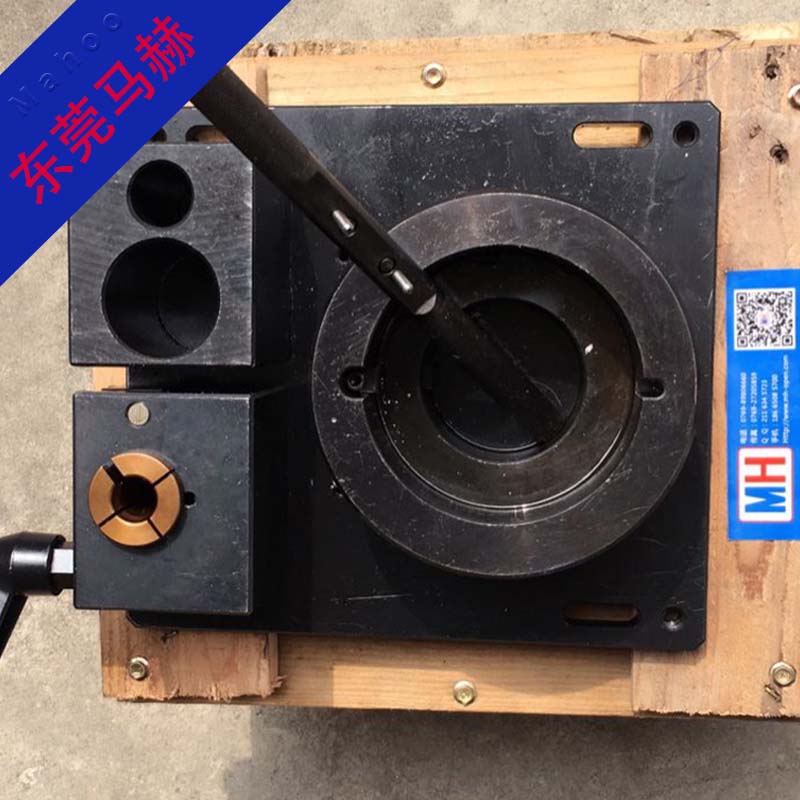
(二) 滾切加工技術
滾切加工技術是一種全新的數控沖床加工技術。圖9為數控沖床滾切模具。上模1底面設有上滾刀2,下模3底面設有下滾刀4,上下滾刀分別設有截面為三角形的一圈刃口,圖10是滾刀和滾刀刃口放大視圖。工作時上下滾刀徑向高速旋轉把板材切割分離,工作過程就像用一把鋒利的剪刀裁紙一樣輕松,板材幾乎沒有任何變形,也沒有廢料、廢屑產生。相對與傳統的凸凹模沖裁技術,滾切技術特別適合復雜曲線加工,加工出來的工件變形小、斷面質量更好、精度更高。缺點是滾切技術由于滾輪限制,加工曲線轉角半徑和板材厚度有一定限制。國外很多品牌的數控沖床如通快、天田、芬寶等都具備這項技術。國產數控沖床目前還不具備這項技術。

在沖裁過程中,由于剪切應力的釋放,產生變形是難以避免的。但是我們可以通過改進編程方法,充分發揮機床的各項功能,如壓料沖、微連接等功能來最大程度地減小加工變形。通過采用以上措施,并經實際生產驗證,很多易變形件加工變形量很大程度的減小,產品質量有了很大的提高。
二期針對數控沖床加工的問題的解決方案已經分享完畢,如果大家有任何問題,敬請聯系我司,歡迎大家更多投稿!
 歡迎進入東莞市馬赫機械設備有限公司 官方網站!
歡迎進入東莞市馬赫機械設備有限公司 官方網站!





 掃一掃,微信
掃一掃,微信


